
Chemical & Oil-Gas Process Equipment
Heat Exchangers
")
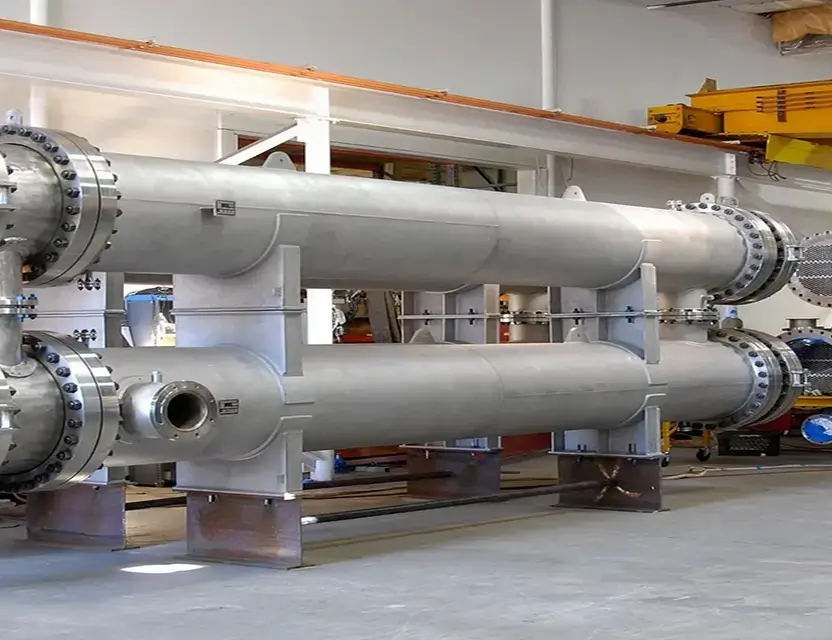
Thermal Transfer. Engineered Efficiency. Code-Certified.
We design and fabricate shell and tube heat exchangers optimized for thermal performance, mechanical strength, and service accessibility. Used for condensation, cooling, heating, and heat recovery in chemical and petrochemical plants, our exchangers are built to ASME, TEMA, and API codes with detailed thermal calculations.
With in-house bundle rolling, welding, testing, and inspection — we deliver high-efficiency units tailored to your duty specs.
With in-house bundle rolling, welding, testing, and inspection — we deliver high-efficiency units tailored to your duty specs.
Key Advantages
-
 TEMA-Compliant Designs
TEMA-Compliant Designs
TEMA Types: AEW, BEU, BEM, AES, AET — with removable and fixed-tube sheet options. -
Tube Material Options
Available in SS, Cu, Cu-Ni, Brass, Alloy 20, and Carbon Steel — selected for media compatibility and thermal conductivity. -
Thermal Design Expertise
Exchangers designed with HTRI or HTFS software for accurate sizing and optimized surface area. -
High-Pressure Capability
Operating up to 40 bar and 300°C, including testing under hydro and pneumatic conditions. -
Tube Bundle Services
Full fabrication and replacement of bundles, baffles, tie rods, and sealing systems with dimensional accuracy.
Applications
-
Process Cooling & Heating:In oil, chemical, and water
-
Condensers & Reboilers: In distillation, reaction, and evaporation
-
Lube Oil & Utility Systems :For compressors, turbines, and heat
-
Jacket & Coil Cooling : In reactors, dryers, and high-viscosity process
-
Waste Heat Recovery: Preheating and energy optimization
Product in Focus


Engineered for Your Workflow
From design and fabrication to testing, installation and AMC, every product is custom-built to your space, load and operational needs.

Custom Design for Every Site
Custom-built for your layout, load capacity, route, and workflow efficiency.

End-to-End Turnkey Execution
Consultation, fabrication, erection, testing, and commissioning.

Technical & Professional
From design and fabrication to inspection, installation, and commissioning — every equipment is custom-engineered to meet your process, pressure, and performance requirements.

Built-In Safety & Reliability
High performance with safety-first features and durable components.
Custom Design for Every Site
Custom-built for your layout, load capacity, route, and workflow efficiency.
End-to-End Turnkey Execution
Consultation, fabrication, erection, testing, and commissioning.
Technical & Professional
From design and fabrication to inspection, installation, and commissioning — every equipment is custom-engineered to meet your process, pressure, and performance requirements.
Built-In Safety & Reliability
High performance with safety-first features and durable components.